2.1 切削运动与切削要素
2.1.1 切削运动和加工中的工件表面
1.切削运动
金属切削加工就是用金属切削刀具把工件毛坯上预留的金属材料(统称余量)切除,获得图样所要求的零件。在切削过程中,刀具和工件之间必须有相对运动,这种相对运动就称为切削运动。按切削运动在切削加工中的功用不同分为主运动和进给运动。
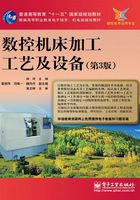
(1)主运动。主运动是由机床提供的主要运动,它使刀具和工件之间产生相对运动,从而使刀具前刀面接近工件并切除切削层,即是切削过程中切下切屑所需的运动。其特点是切削速度最高,消耗的机床功率也最大。如图2.1所示,其形式可以是旋转运动,如车削时工件的旋转运动,铣削时铣刀的旋转运动,磨削工件时砂轮的旋转运动,钻孔时钻头的旋转运动等;也可以是直线运动,如刨削时刀具的往复直线运动。
(2)进给运动。进给运动又称走刀运动,是由机床提供的使刀具与工件之间产生附加的相对运动,即进给运动是切削过程中使金属层不断地投入切削,从而加工出完整表面所需的运动。其特点是消耗的功率比主运动小得多。如图2.1所示,其形式可以是连续的运动,如车削外圆时车刀平行于工件轴线的纵向运动,钻孔时钻头沿轴向的直线运动等;也可以是间断运动,如刨削平面时工件的横向移动;或是两者的组合,如磨削工件外圆时砂轮横向间断的直线运动和工件的旋转运动及轴向(纵向)往复直线运动。
总之,在各类切削加工中,主运动必须有一个,而进给运动可以有一个(如车削)、两个(如圆磨削)或多个,甚至没有(如拉削)。
主运动可以由工件完成(如车削、龙门刨削等),也可以由刀具完成(如钻削、铣削等)。进给运动也同样可以由工件完成(如铣削、磨削等)或刀具完成(如车削、钻削等)。
当主运动和进给运动同时进行时,即可不断地或连续地切除切削层,并得出具有所需几何特性的已加工表面。由主运动和进给运动合成的运动称为合成切削运动(图2.1)。刀具切削刃上选定点相对工件的瞬时合成运动方向称为合成切削运动方向,其速度称为合成切削速度。合成切削速度ve为同一选定点的主运动速度vc与进给运动速度vf的矢量和,即

2.加工中的工件表面
切削过程中,工件上多余的材料不断地被刀具切除而转变为切屑,因此,工件在切削过程中形成了三个不断变化着的表面(图2.1)。

vc-主运动;vf-纵向进给运动;vn-圆周进给运动;vp-径向进给运动
图2.1 几种常见加工方法的切削运动
(1)已加工表面:工件上经刀具切削后产生的表面。
(2)待加工表面:工件上有待切除切削层的表面。
(3)过渡表面:工件上由切削刃形成的那部分表面。它在下一切削行程(如刨削)、刀具或工件的下一转(如单刃镗削或车削)将被切除,或者由下一切削刃(如铣削)切除。
2.1.2 切削要素
切削要素包括切削用量和切削层的几何参数。见图2.2所示。

图2.2 切削用量三要素
1.切削用量
切削用量是用来表示切削运动,调整机床用的参量,并且可用它对主运动和进给运动进行定量的表述。它包括以下三个要素。
(1)切削速度vc。在切削加工时,切削刃选定点相对于工件主运动的瞬时速度称为切削速度。即在单位时间内,工件和刀具沿主运动方向的相对位移,单位为m/min。
大多数切削加工的主运动是回转运动(车、钻、镗、铣、磨削加工)时,其切削速度为加工表面最大线速度,即

若主运动为往复直线时,则常以往复运动的平均速度作为切削速度,即

上两式中,dw——切削刃选定点处所对应的工件或刀具的最大回转直径,单位为mm;
n——主轴转速或主运动每分钟的往复次数,单位为r/min或dstr/min;
L——工件或刀具作往复运动的行程长度,单位为mm。
(2)进给量f。在主运动的一个循环内,刀具在进给方向上相对于工件的位移量称为进给量,可用刀具或工件每转或每行程的位移量来表达或度量(图2.2)。其单位为mm/r(如车削、镗削等)或mm/行程(如刨削、磨削等)。
车削时的进给速度(vf单位为mm/min)是指切削刃上选定点相对于工件的进给运动的瞬时速度,它与进给量之间的关系为

对于铰刀、铣刀等多齿刀具,常要规定出每齿进给量(fz)(单位为mm/z),其含义为多齿刀具每转或每行程中每齿相对于工件在进给运动方向上的位移量,即

式中,z——多齿刀具的刀齿数。
(3)背吃刀量ap。背吃刀量ap是已加工表面和待加工表面之间的垂直距离,其单位为mm。它直接影响主切削刃的工作长度,反映了切削负荷的大小。
外圆车削时,

钻孔时,

式中,dw——待加工表面直径,单位为mm;
dm——已加工表面直径,单位为mm。
镗孔时,则式(2-6)中的dw与dm互换一下位置。
2.切削层参数
切削层是由切削部分的一个单一动作(或指切削部分切过工件的一个单程,或指只产生一圈过渡表面的动作)所切除的工件材料层。切削层的尺寸称为切削层参数。为简化计算,切削层的剖面形状和尺寸,在垂直于切削速度的基面上度量。图2.3表示车削时的切削层,当工件旋转一转时,车刀切削刃沿工件轴线移动 f(进给量)距离所切下的一层金属,如图中平行四边形ABCD所示。

(a)直线切削刀(b)曲线切削刀
图2.3 外圆纵车时切削层的参数
(1)切削厚度 hD。刀具或工件每移动一个进给量 f 以后,主切削刃相邻两位置间的垂直距离称为切削层公称厚度,用hD表示,单位为mm。它表示单位长度上主切削刃的负荷。当主切削刃为直线刃时,直线切削刃上各点的切削层厚度相等,如图2.3(a)所示,并有以下近似关系:

式中,kr——主偏角。
当主切削刃为曲线刃时,切削层局部厚度的变化情况如图2.3(b)所示。
(2)切削宽度 bD。沿刀具主切削刃量得的待加工表面至已加工表面之间的距离称为切削层公称宽度,用 bD 表示,单位为mm。它大致反映了刀具主切削刃参加切削工作的长度。对于直线主切削刃有以下近似关系,见图2.3(a)所示。

(3)切削面积AD。切削层公称横截面面积是指在给定瞬间,切削层在切削层尺寸平面里的实际横截面积,即图2.4中ABCD所包围的面积,用A D表示,单位为mm2。车削外圆时,有如下关系:

刀具副偏角的存在使得经切削加工后的已加工表面上常留有规则的刀纹,这些刀纹在切削层尺寸平面里的横截面积(如图2.4中所示的ABE 所包围的面积)称为残留面积ΔAD,它构成了已加工表面理论表面粗糙度的几何基形,则实际切削面积ADe等于切削面积AD减去残留面积ΔAD,即


图2.4 残留面积及其高度
残留面积的高度称为轮廓最大高度,用Ry表示,它直接影响已加工表面的粗糙度,其计算公式为:

若是圆弧形刀尖,则轮廓最大高度Ry为:

式中,rε——刀尖圆弧半径,单位为mm。